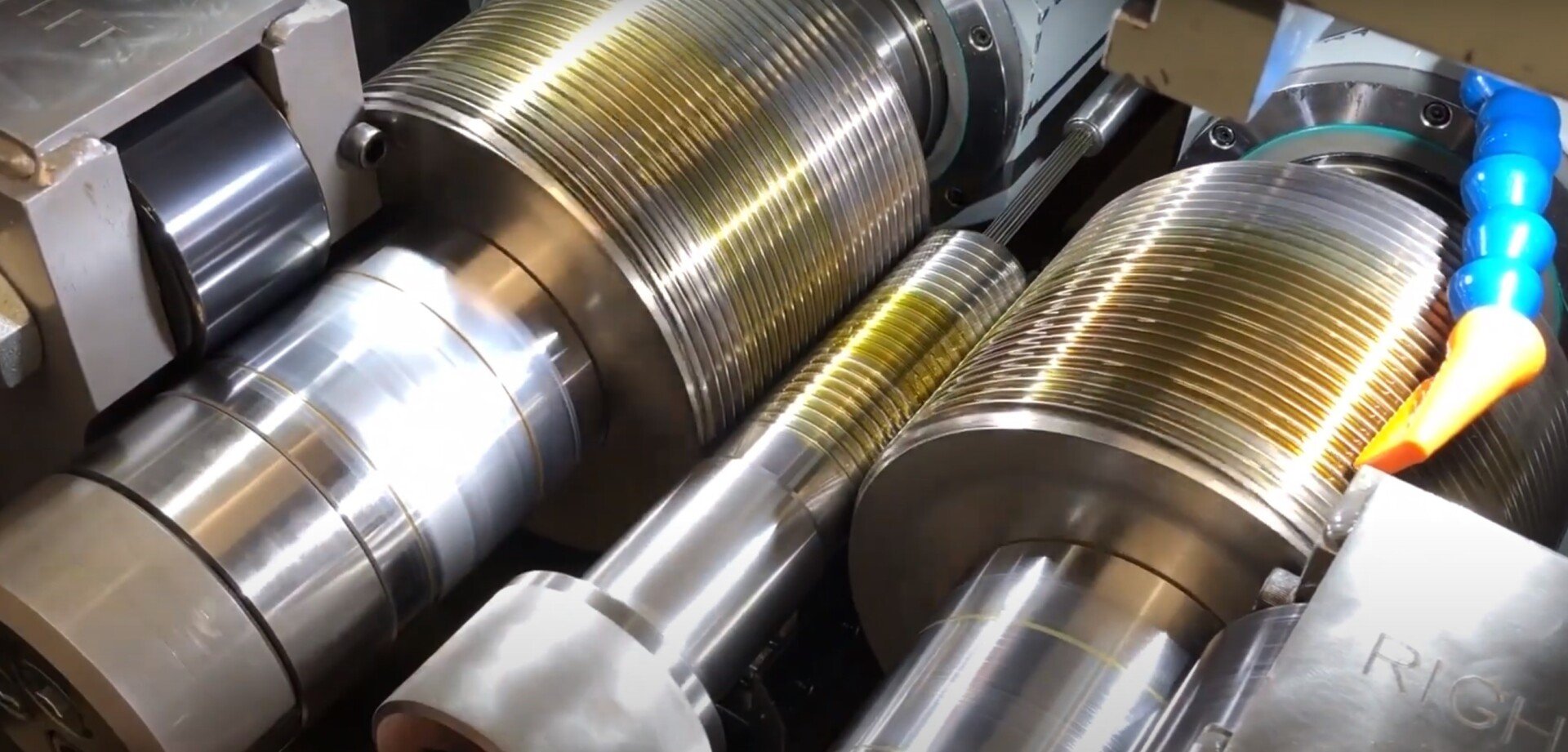
Thread rolling is a cold working process where a machined blank is compressed between rotating or reciprocating dies, whose thread profile is ground into the dies. As the blank cylinder is penetrated by the dies, the metal flows into the die cavities and forms the thread profile into the part. A machined or cut thread interrupts the grain structure of a part while the cold working of a rolled part strengthens it.
Thread rolling is a more efficient, less costly process and imparts a superior finish on the thread flanks.
In order to obtain a proper outer diameter (i.e .375” for a 3/8-16 UNC thread), parts are to be machined or ground to a specified pitch diameter in advance of the thread rolling. For threaded rod, material is to be cold drawn or centerless ground to the proper pitch diameter.
Thread Processes:
Thru-Feed – Process of thread rolling rods or parts with long thread lengths that exceed the width of the dies. With thru-feed rolling, the part or bar travels through the dies as the threads are rolled.
Infeed – Process for thread rolling on piece parts where the thread length is shorter than the width of the dies. The part being rolled does not travel through the dies in an infeed operation.
Infeed/Thru-feed – A two-step thread rolling process for long thread length dimensions where incomplete or partially formed threads are minimized.
You can check out some examples of parts being rolled at our YouTube page.