Fasteners failing due to fatigue is one of the most common problems that end users can experience.
Fatigue failure is tricky to prepare for because the crack usually grows slowly until an abrupt, often catastrophic failure occurs. An application may operate perfectly for days, weeks, months or years without any signs of issues until the fasteners suddenly start to break.
“Fatigue resistance” is a fastener’s ability to withstand stress. As you can imagine, it is vital to have a high level of fatigue resistance in most applications.
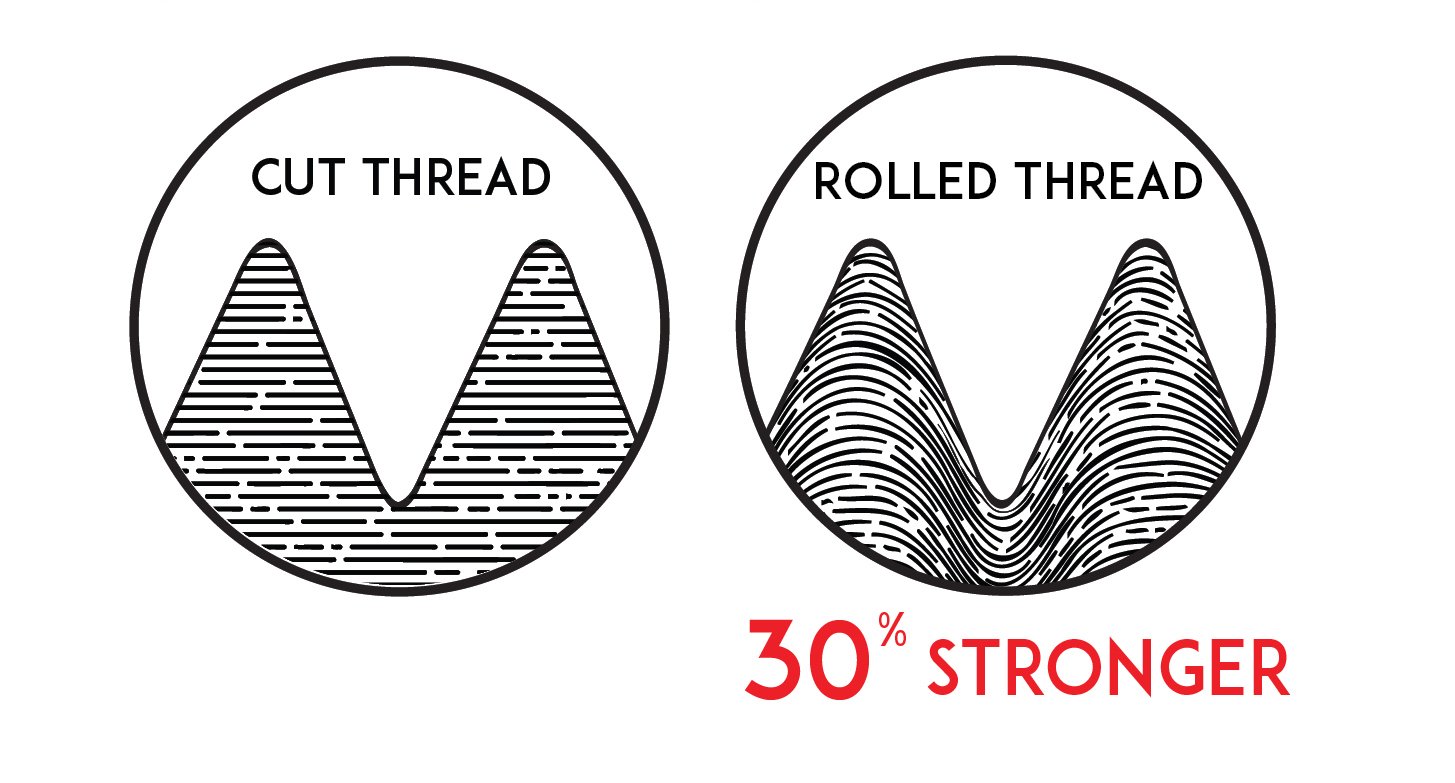
The good news is that rolled threads have a higher fatigue resistance than cut threads (The Difference between Rolled Threads and Cut Threads). The higher resistance in rolled threads is realized in several ways. Creating fasteners via rolling leaves the thread with burnished roots and flanks (32 RA finish or less), free from surface imperfections that might prove to be starting points for fatigue failure. Surface layers of the thread, particularly those in the roots, are stressed in compression. These compressive stresses must be overcome before the tensile stresses that cause fatigue failure can be built up. This increase in tensile strength adds considerably to the part’s fatigue resistance.
A large part of fastener fatigue is its ability to be properly tightened and remain tight. It has been demonstrated time and again that a properly tightened fastener at install remains tight, and is thus less likely to fail by fatigue than one that is installed incorrectly or becomes loose. Cut threads are more likely to loosen due to their surface condition (63 RA or more) consisting of partly torn-away particles.
Rolled threads also show no loss of fatigue strength when heated for a few hours to temperatures up to 500 degrees Fahrenheit. Fatigue strengths of cut threads in similar conditions can be lowered as much as 25%.